V mnoha ohledech plastové trubky předčí své nejbližší konkurenty: polymer, měď, litina a ocel pro pokládku dálnic. Zvláště významné jsou jejich vlastnosti při instalaci topného systému.
Aby kompozit kov-polymer mohl realizovat kvalitu plně deklarovanou výrobcem, je nutné zvolit typ potrubí správně. Musí splňovat připravované provozní podmínky a usnadňovat instalaci. Z našeho článku se dozvíte vše o trubkách z kovu a plastu a pokyny k jejich výběru.
Struktura potrubí z kompozitu kov-plast
Potrubí kov-plast získalo na popularitě díky kombinaci síly kovu a pružnosti polymeru. Konstrukce kompozitních trubek je vícevrstvý „koláč“ polymerových vrstev vyztužených hliníkovou vrstvou.
Symbióza plastu s kovem poskytuje vysokou mechanickou pevnost, zabraňuje difúzi kyslíku z atmosféry a minimalizuje tepelnou roztažnost materiálu.
Vnitřní polyethylenová „vložka“ je charakterizována absolutní hladkostí, která zajišťuje nerušený průchod transportovaného média a zabraňuje vzniku usazenin na stupnici. Polymer je odolný vůči agresivním látkám a není náchylný ke korozi.

Typická struktura potrubí: vnitřní polymerní vrstva, lepidlo, hliník, lepidlo a vnější polyethylen. Každý prvek vykonává svou funkci
Kovové jádro je zodpovědné za tuhost produktu a zvyšuje teplotní odolnost potrubí. Konce hliníku jsou spojeny laserovým svařováním. Tloušťka hliníkového pouzdra je 0,15-0,75 mm - to vám umožní odolat častým teplotním skokům a vysokému tlaku.
Vnější polymerní vrstva je obzvláště odolný plast, odolný vůči mechanickému poškození, vysoké vlhkosti a agresivním činidlům. Vnější plášť snižuje rychlost kondenzace na trubkách.

Obě vrstvy polyethylenu chrání hliníkové „pouzdro“ před galvanickým odpařováním ve styku s mosaznými a ocelovými armaturami
Počáteční vlastnosti produktu jsou do značné míry určeny typem použitého polymeru:
- Pex - vysokotlaký polyethylen;
- PE-RT - žáruvzdorný polymer;
- ZA - polyethylen;
- PP-R - polypropylen.
Pro celistvost celé sestavy splňuje adhezivní kompozice. Výrobci zavádějí své vlastní patentované formulace a složky a poměr složek nejsou inzerovány. Vysoce kvalitní adhezivní vrstva vyrovnává napětí uvnitř struktury mezi polymerem a hliníkem, zabraňuje delaminaci a zvyšuje odolnost potrubí proti opotřebení.
Fyzikálně technické specifikace
Vlastnosti potrubí kov-plast závisí na rozměrech výrobku (průměr, tloušťka stěny), typu polymeru a výrobce. Všechny indikátory však musí splňovat normy podle GOST 18599 (2001), P-53630 (2009) a P-52134 (2003).

Další vlastnosti: materiál vnitřní, vnější vrstvy - zesítěný polyethylen, koeficient tepelné vodivosti trubek 16/20 mm - 0,41 W / mk, 26 mm - 0,39 W / mk
Obecné požadavky na kov-plastovou linku podle GOST:
- mez kluzu plastické plastové vrstvy - až 0,3 g / 10 minut;
- nepřítomnost delaminace náběžné hrany v tahu až do 10%;
- minimální přípustná odolnost proti delaminaci při zatížení - 15 N / cm, bez zatížení - od 50 N / cm;
- zesítění polyethylenových vrstev - od 60%;
- tepelná stabilita plastových součástí;
- mezní hodnota propustnosti kyslíku při teplotě + 40 ° С je 0,32 mg / m2 / den, při + 80 ° - 3,6 mg / m2 / den;
- stupeň pevnosti použitých polymerů je od 8 do 12 MPa;
- teplota počáteční tekutosti adhezivní kompozice je minimálně + 120 ° C.
GOST také reguluje parametry prostředí. Podíl těkavých látek v metalplastových trubkách by neměl překročit 0,035%.
Základní průměrné fyzikální a technické vlastnosti:
- Sortiment. Výrobci nabízejí kovové plastové výlisky s vnitřním průřezem 14-60 mm, tloušťkou stěny - 2-3 mm. Délka zálivu je 50-200 m.
- Síla. Při příčném zatížení je minimální pevnost v tahu 2880 N. Pevnost svařování kovovými a adhezivními spoji je 57 a 70 N / m² Mm.
- Odolnost vůči teplu. Kompozit si zachovává své vlastnosti v teplotním rozmezí + 95 ° C. Předpokládejme malý skok na + 110 ° C, při -40 ° C termoplast zamrzne.
- Lineární parametry. Poloměr ohybu je přímo úměrný průměru potrubí. Při ruční instalaci je hodnota 80-125 mm, u stroje (ohýbačka trubek nebo vodič) - 46-95 mm.
Indikátor mezního tlaku v systému závisí na teplotě přepravovaného činidla.

Při teplotě chladicí kapaliny 25 ° C produkt odolává tlaku 25 atmosfér při 95 ° C - 10 atmosfér. Pokud je kapalina přepravována při 20 ° C, dojde k destrukci potrubí pod tlakem nad 80 atmosfér
Podle provozních standardů pasu je životnost kovu 50 let. Při použití v „horkých“ inženýrských sítích (teplota chladicí kapaliny nad 25-30 ° С) se doba práce zkracuje na 25 let.
Výkon a rozsah
Struktura a technické vlastnosti metaloplastů určovaly řadu silných stránek složené dálnice.
Mezi pozitivní aspekty provozu patří:
- antikorozní - vnitřní povrch není pokryt rzí a nezasahuje;
- dobrý výkon díky nízkému hydraulickému odporu potrubí;
- chemická inertnost vůči nejvíce toxickým látkám a agresivnímu prostředí;
- flexibilita pro minimalizaci počtu konektorů a rohových částí při instalaci kufru;
- plynotěsnost - prvky potrubního systému (radiátory, kotle, čerpací zařízení) jsou chráněny před škodlivými účinky kyslíku;
- pohlcování hluku - tichý transport tekutiny podél inženýrských sítí;
- odolnost proti opotřebení, snadné použití a potřeba další údržby.
Trubky jsou lehké, proto se snadno transportují a instalují. Další výhody: estetika, přijatelné náklady a prakticky bez odpadu.

Spojení potrubí s lisovanými tvarovkami zajišťuje pevné a spolehlivé propojení potrubí - to umožňuje skryté položení potrubí a lití betonu
Kromě pozitivních aspektů kovu existují i nevýhody:
- Rozdíl v tepelné roztažnosti. Plast se rychle přizpůsobuje změnám teploty vody než hliník. Tento rozdíl negativně ovlivňuje materiál - postupem času se spojovací spoje oslabují a zvyšuje se riziko úniku.
- Požadavky na ohyb. Opakované ohýbání / ohýbání nebo jednorázové ohýbání nad normu může vést k deformaci vrstev kovového plastu.
- UV citlivost. Polymerní vnější vrstva s prodlouženou expozicí ultrafialovému záření ztrácí své ochranné vlastnosti.
Instalace potrubí z kovového polymeru se provádí pomocí krimpovacích tvarovek.

Při použití výrobků nízké kvality a nedodržení instalační technologie je možné delaminovat kovovou strukturu a prasknout vnější plastovou vrstvu
Tyto deformace mohou být důsledkem zamrznutí chladicí kapaliny v potrubí. Řešení problému: zahřátí sítě ve fázi instalace nebo nahrazení přepravované vody v topném systému nemrznoucí kapalinou.
Provozní vlastnosti trubek z kovového polymeru umožňují jejich použití v soukromé, průmyslové výstavbě a dalších oblastech správy.
Galerie Obrázků
Foto z
Snadná montáž systému kov-plast
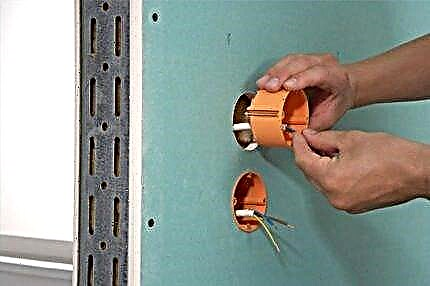
Připojení topných zařízení
Pokládka vybraných strobů ve zdi
Otevřená možnost pro pokládku potrubí z kovového plastu
Použití kompresorových sloučenin
Připojení pomocí lisovacích tvarovek
Lisování kování lisovacími kleštěmi
Použití kov-plast v teplých podlahách
Hlavní aplikace:
- komunikace vodovodních systémů;
- dodávka agresivních kapalin, plynu v zemědělství a průmyslových zařízeních;
- uspořádání izolovaných „vodních podlah“, včetně pro vytápění půdy ve sklenících;
- izolace elektrických kabelů a vodičů.
Výztuž z kompozitu kov-plast se široce používá při instalaci větracích, kondicionačních a zavlažovacích systémů ze studen.

Za předpokladu, že „vnitřní obal“ trubky je vyroben z potravinářského plastu, je pro přívod pitné vody možné použít potrubí z kovového polymeru.
Omezení provozu:
- místnosti patřící do kategorie „G“ podle standardů požární bezpečnosti - existují látky, jejichž ošetření je doprovázeno tvorbou tepla nebo jiskrami;
- budovy se zdroji tepla, pokud jejich teplota vytápění překročí 150 ° C;
- centralizované vytápění s „vložkou“ výtahové jednotky;
- při dodávce horké chladicí kapaliny s pracovním tlakem 10 bar.
Kovové plastové komponenty se nedoporučují pro implementaci v otevřených inženýrských potrubích. Přepětí teploty a exploze v mrazu povedou ke zničení potrubí.
Výběr kovových a plastových výrobků
Kvalita a provozní podmínky kovových a plastových výrobků závisí na typu polymerní komponenty, rozměrech, technologii spojování hliníkových pouzder a spolehlivosti výrobce. Podle uvedených kritérií můžete klasifikovat celý sortiment potrubních produktů.
Druh použitého polymeru
Na základě složení je plast pro výrobu trubek obvykle rozdělen do dvou skupin: vysokotlaké a nízkotlaké polymery.
První skupina zahrnuje:
- Pex- zesítěný polyethylen;
- PE-RT - žáruvzdorný polymer.
PEX - polyethylen s "zesítěnými" molekulárními řetězci. Křížové vazby transformují lineární strukturu na stabilní trojrozměrné spojení.

Porovnání molekulární struktury tradičního polyethylenu (vlevo) a PEX polymeru. Zvláštností zesítěného polymeru je zvláštní kvalita „paměti“. S mírnou deformací mají výrobky tendenci se vracet do původního tvaru
Tato vlastnost zvyšuje odolnost potrubí vůči vodním kladivům.
Typ intermolekulárních vazeb je určen použitým zesíťovacím katalyzátorem:
- Pex-a. Nové řetězce uvnitř struktury jsou výsledkem zpracování polyethylenu s peroxidem. Je dosaženo maximální úrovně „firmwaru“ - až 85%. Plusy: zachování pružnosti, vysoké pevnosti a výrazné molekulární „paměti“. Nevýhodou jsou vysoké náklady na technologii a v důsledku toho vysoká cena potrubí.
- Pex-b. Optimální alternativa k „A-bondům“. Silanová zesíťovací technika. Hlavní výhodou je snížení výrobních nákladů. Technologické nuance: stupeň zesíťování - 65%, snížená elasticita, přísnější omezení ohýbání trubek. U polymerů PEX-B je udržován pomalý proces zesíťování - materiál mění své počáteční vlastnosti v průběhu času.
- Pex-c. Vznik nových vazeb pod vlivem elektronového záření. Parametry kvality hotového výrobku jsou výrazně nižší než trubky kategorie PEX-A. Plus - nízké náklady.
- Pex-d. Mezimolekulární vazby jsou výsledkem zpracování dusíkem. Trubky PEX-D nevydrží konkurenci se svými protějšky, jejich výroba je snížena.
Trubky RE-RT se vyznačují dlouhodobou tepelnou odolností. Termostabilní polyethylen má přetrvávající četné intermolekulární vazby. Produkce zahrnuje techniku řízených procesů prostorové tvorby makromolekul.

Síťovitá struktura zvyšuje pevnost materiálu a zvyšuje odolnost proti ohýbání. Důležitým plusem je termoplasticita. Připojení pomocí tvarovek a svařování je přípustné. Druhá metoda zvyšuje spolehlivost připojení.
Vzhledem k vysokým technickým vlastnostem kov-plastových trubek s polymerem RE-RT byl rozsah jejich použití rozšířen. Dálnice vydrží teploty až + 124 ° C a nebojí se mrazu.
Pro zařízení „studeného“ potrubí jsou vhodné modely nízkotlakého polyethylenu. Možná označení: PE-RS, PE, PEHD, HDPE. Vlastnosti materiálů:
- kritická teplota 70 ° C - trubky jsou zdeformované;
- mezní tlak v systému - 8-10 bar;
- zhoršení vlivem slunce.
Složený materiál z kovů a nízkotlakých polymerů je vybrán s cílem „snížit“ rozpočet na potrubí.
Rozměry potrubí: průměr a tloušťka výztuže
Velikost potrubí je určena rozsahem jeho použití. Sortiment předních výrobců zahrnuje modifikace s vnějším průměrem 16-50 mm.
![]()
Nejoblíbenějšími úpravami pro použití v domácnosti jsou trubky s průřezem 16, 20 mm. Standardní tloušťka stěny těchto rozměrů je 2 mm, hliníková výztuž je 0,2 mm
Níže jsou uvedeny vlastnosti a vlastnosti použití trubek o průměru XX * YY, kde XX je vnější část, YY je vnitřní průměr.
16*12. Potrubí se používá hlavně k vybavení vodního okruhu (přívod vody do měřičů, směšovačů) a topného systému domu. Pro hlavní potrubí lze použít produkty s větším průměrem.
20*16. Přístroj je "teplá podlaha", vodovodní systémy. Kování má lepší průchodnost než předchozí protějšky, proto se doporučuje instalovat je s nestabilním tlakem vody.
26*20. Tloušťka stěny je 3 mm. Tato možnost se přednostně používá v soukromém domě pro autonomní systémy, kde je důležité poskytnout určitou rezervu šířky pásma v případě možného „výpadku“ tlaku.
32*26. Rozměry potrubí umožňují jeho použití jako stoupací potrubí nebo hlavní potrubí pro nízkotlaké systémy. Objem přepravované jednotky se zvětšuje díky velkému průřezu.
40*32. Tloušťka - 3,9 mm. Potrubí našlo uplatnění při pokládání dlouhých řad inženýrských sítí v občanské a průmyslové výstavbě. Vhodné pro úpravu vody, klimatizaci, individuální a centralizované zásobování vodou.

Účelem potrubí 50 * 40 se stěnou 4 mm je instalace technologických potrubí provozovaných pro vytápění / dodávku vody průmyslových budov, vytápění otevřených ploch
Tloušťka armolayerové vrstvy určuje sílu, flexibilitu a tepelnou vodivost trubek.
Při výběru se berou v úvahu následující nuance:
- čím silnější je hliníková vrstva, tím tužší je potrubí;
- nezávislá instalace se snadněji provádí z výrobků s kovovou vrstvou 0,15-0,2 mm;
- se zvýšením podílu vyztužení se zvyšuje ztráta tepelné energie během přepravy chladicího média.
Pro domácí práce je optimální velikost výztužné vrstvy 0,3 - 0,5 mm.
Nuance výrobní technologie
Pro výrobu trubek z kovového polymeru existují dvě základní metody: angličtina a švýcarština. Hlavním rozdílem mezi těmito technologiemi je možnost připojení hliníkové objímky.
Od obchodníků často slyšíte o klasifikaci trubek na „suturu“ a „bezešvé“ v závislosti na výrobní technologii. Avšak ponořením se do základů výroby se dá pochopit, že dokovací šev je přítomen v obou verzích, což je rozdíl ve výkonu.
Anglická technologie - lapové svařování. Trubka je vytvořena z kovové pásky, hrany „rukávu“ jsou překryty ultrazvukem. Na vnější a vnitřní stranu hliníkové trubky se nanášejí současně vrstvy lepidla a polymeru.

Výkon „kombinované“ technologie je 25 m / min. Pásovým svařováním se získají tzv. Šicí trubky. Náklady na výrobky vyrobené podle anglické metodiky jsou o 30% nižší než švýcarský protějšek
Švýcarská technologie - tupé svařování. Výrobní fáze:
- Výroba polymerních trubek vytlačováním.
- Aplikace lepidla na vnější povrch plastu.
- Tvorba a „válcování“ kovové vrstvy hliníkové pásky.
- Lepení okrajů výztužného materiálu na konec argonovým obloukem nebo laserovým svařováním.
- Postupné nanášení lepidla a polymeru na hliníkový povrch.
Poslední fází je ochlazení hotového produktu.

Švýcarská „oddělená“ technologie je vysoce produktivní - jeden stroj dokáže produkovat až 40 m / min. Náklady na zboží se zvýšily v důsledku vytvoření zesílené hliníkové vrstvy
Zajištění prodejců „bezešvých“ trubek o vyšší pevnosti ve srovnání se „šicím“ by nemělo být bráno jako axiom. Odborníci na svařování vědí, že pevnost svarů je vždy vyšší než při svařování na tupo.

Pokud je pevnost hliníkové fólie považována za jednu, pak při překrývání bude tento parametr při svařování na tupo vždy větší než 1, menší než 1
Recenze výrobců: Hodnota za peníze
Neformální hodnocení výrobců metal-polymerových trubek je zastoupeno tuzemskými i zahraničními společnostmi.
Valtec (Itálie, Rusko). Potrubní systémy z kovového polymeru se vyrábějí metodou organosilanidů (PEX-b). Stupeň zesítění pracovní vrstvy je 65% a ochranná vnější vrstva je 55%. Kombinace charakteristik umožnila získat flexibilní materiál.

Svařovací technologie hliníkového rámu je tupým spojem metodou TIG, pevnost lepicí směsi je 70 N / 10 mm. Podle výrobce teplotní výkyvy nevyvolávají stratifikaci struktury
Odhadovaná cena produktu je 16 * 2 mm - 1 cu / m, 32 * 3 mm - 4,5 cu / m.
Henko (Belgie). Pětivrstvé trubky vyrobené „bezešvé“ technologií. Při výrobě se používá zesítěný polyethylen PEX-C, stupeň zesítění je 60%. Trubky jsou vyráběny s průměrem 14-40 mm, tloušťkou 2-3,5 mm a délkou šachty 5-200 m.

Všechny parametry výrobků Henko odpovídají normám GOST. Provozní teplota - 95 ° C, která je přípustná pro instalaci systémů „teplé podlahy“
Průměrné náklady na potrubní tvarovky s průřezem 20 mm jsou 0,8 cu / m.
Oventrop (Německo). Společnost se specializuje na výrobu žáruvzdorných trubek na bázi PE-RT polymerů. Vzhledem k vynikajícím technickým a provozním vlastnostem výrobku jsou považovány za univerzální a používají se v různých oblastech konstrukce. Cena je asi 1,2 cu / m.
Comap (Francie). Potrubí z kovu a plastu s použitím polymerních sloučenin PEX-C a PEX-B. Výrobky se vyznačují absolutní elektrochemickou stabilitou a nízkou mírou opotřebení. Trubky řady Multi-Skin dobře absorbují hluk a zachovávají si požadovaný tvar ohybu.
Nanoplast (Rusko). Domácí výrobce zahájil výrobu kovových trubek podle švýcarské technologie. Výrobkem je vyztužená výztužná vrstva (tloušťka kovu je 0,3 - 0,55 mm).

Navrhované velikosti jsou 16-32 mm, použitým polymerem je PEX, stupeň zesítění molekulárních vazeb polyethylenu je 70%, drsnost povrchu je 0,0015 mm
Dekódování výrobního štítku
Označení obsahuje základní informace o vlastnostech a účelu potrubí. Posloupnost hodnot pro různé výrobce se může lišit.
Standardní zápis:
- jméno výrobce;
- výrobní standard, číslo certifikátu;
- druh použitých materiálů;
- jmenovité rozměry;
- maximální přípustný tlak;
- prostředí vhodné pro dopravu;
- další provozní podmínky (teplota).
Na konci se zobrazí číslo šarže, směna a datum výroby.

Při montáži kufru je žádoucí ponechat povrch potrubí označený vizuální přístupností. V budoucnu mohou být potřebné informace o materiálu.
Vlastnosti instalace potrubí z kovu a plastu
Montáž potrubí z metal-polymerních trubek se provádí pomocí tvarových tvarovek tří typů: odnímatelné, kompresorové, lisovací tvarovky. K vytvoření spojů krimpováním je nutné, aby lisovací kleště vytvořily naprosto těsnou sestavu.
Spojení trubek pomocí lisovacích tvarovek je následující:
Galerie Obrázků
Foto z
Krok 1: Vyrovnejte potrubí s měřidlem
Krok 2: Namontujte šroubení na potrubí
Krok 3: Zacvakněte spojení elektrickými nebo ručními kleštěmi
Krok 4: Test pevnosti
Kromě tradičních krimpovacích spojů se při práci s plastovými trubkami používají další technologie a typy tvarovek, nazývané posuvné tvarovky. Za účelem vytvoření utěsněné jednotky je v tomto případě kromě lisovacích kleští také použit expandér, který se používá k rozšíření objímky. Tato technika se používá k sestavení systémů položených do potěru nebo s branami.
Galerie Obrázků
Foto z
K provedení posuvného lisového spojení nakupujeme kování s odnímatelnými spojkami. Okamžitě zjistěte od prodejce, výrobce doporučil obvyklou ruční nebo hydraulickou kleště pro jeho instalaci
Chcete-li segmentu potrubí, na který bude armatura nainstalována, dát správný geometrický tvar, vyrovnejte jej s ráží a odřízněte tenkou zkosenou hranu 1 mm od vnitřní plochy
Na připojovanou trubku nasaďte objímku vyjmutou z armatury. Přísně dodržujeme směr, tzn. namontujte spojku tak, jak byla předtím na armaturu
Na pracovní mechanismus expandéru jsme položili trubku s předinstalovanou spojkou a vytvořili zvon, jehož velikost musí odpovídat velikosti doporučené výrobcem
Do objímky vytvořené nástrojem vložíme kování. Zarovnejte ji vzhledem k podélné ose v souladu s nadcházejícím směrem
Stiskněte vnější okraj spojky a omezující kroužek lisem a postupně snižujte vzdálenost
Zatlačte spojku na tvarovku tak, aby se opírala o pojistný kroužek a pevně na ní usazena celým koncem
Na druhém (a třetím, pokud existuje) fitingu přitlačujeme spojky přes roztažené trubky podobným způsobem
Krok 1: Příprava lisovacího kování pro zasunovací připojení
Krok 2: Zarovnání plastové trubky
Krok 3: Namontujte posuvné pouzdro na trubku
Krok 4: Zpracování potrubí pomocí expandéru
Krok 5: Instalace expandéru do výsledného zvonku
Krok 6: Stiskněte kování lisovacími čelistmi
Krok 7: Zatlačení spojky na tvarovku
Krok 8: Připojení potrubí na zbývající armatury
Zatlačení posuvné objímky na rozšířenou trubku namontovanou na hubici umožňuje pevné připojení, ale pro jednorázovou montáž není vždy vhodné zakoupit celý nástroj.
Odnímatelné (kleštinové) kování se skládá z těla, otevřeného krimpovacího kroužku a gumového těsnění. Pro dokování domácích spotřebičů je k dispozici závit.
Objednávka instalace:
- Označte místo instalace kování a odřízněte potrubí.
- Nasaďte matici, krimpovací kroužek na trubku.
- Namontujte šroubení, utáhněte matici.
- Zkontrolujte těsnost doku.
Montáž kompresoru se považuje za podmíněně rozdělenou. K montáži potrubí pomocí tohoto typu armatury je nutné minimum nástrojů, stačí pár klíčů:
Galerie Obrázků
Foto z
V souladu s předem připraveným schématem (projektem) vodovodního systému získáme požadovaný počet konektorů: lineární tvarovky, odpaliště, adaptéry a další podrobnosti
Připevnění armatury se zkroucenými převlečnými maticemi na místo budoucího umístění, označte čáry, podél kterých budeme řezat potrubí
Podle označení jsme trubku odřízli tak, aby její čelní plocha byla přesně kolmá k ose. Před řezáním vyrovnejte dalších 10 cm, aby nedošlo k odchylkám
Toto je volitelná akce. Tepelně izolační zvlnění se nosí pouze v případě těsného pokládky studených a horkých vedení, takže „rosa“ neklesne na studenou trubku, tj. nedošlo ke kondenzaci
Nejprve zpracujeme kovoplastovou trubku s výstružníkem, z vnitřní strany odstraníme zkosení 1 mm. Poté se připravíme na montáž - vyrovnejte se s kalibrem
Na připojenou část potrubí jsme nasadili převlečnou matici a dělený kroužek. Poté navlhčíme tvarovku a vložíme ji do potrubí. Potom rukou utáhněte matici na montážním potrubí
Polohu kování fixujeme jedním klíčem, druhou maticí utahujeme matice, dokud na kování nezůstane 1-2 závity závitu
V souladu s popsaným algoritmem sestavíme systém, připojíme jej k přívodu vody do domu a otestujeme připojení na těsnost
Krok 1: Zakupte výztuž pro montáž potrubí
Krok 2: Rozdělení instalace konektoru Meta
Krok 3: Řezejte trubky podle označení
Krok 4: Instalace izolačního zvlnění
Krok 5: Zarovnání s kalibrem a skenováním
Krok 6: Ruční instalace armatury
Krok 7: Utáhněte matice
Krok 8: Kontrola těsnosti systému po montáži
Kování se snadno instaluje:
- Trubku vyrovnejte v místě připojení v rozsahu 10 cm.
- Potrubí rozřízněte rovnoměrně.
- Konce opracujte, nasaďte matici, kroužek.
- Zakrýt dřík těsnicí hmotou a zasunout do potrubí.
- Utáhněte převlečnou matici.
Nejspolehlivějšího spojení při montáži metal-plastových potrubí je dosaženo pomocí lisovacích tvarovek. Metoda je optimální při instalaci skrytých komunikačních kabelů. K instalaci potrubí budete potřebovat lis, kalibrátor a řezač trubek.

Nejprve musí být část kalibrována, vyjměte fez a nasaďte rukáv. Vložte kování, uchopte objímku lisem a pevně ji upněte. Lisovací kování lze použít jednou.
Následující článek vás seznámí s cennými tipy, jak krimpovat kovové plastové trubky, ve kterých jsou podrobně popsány všechny montážní nuance.
Porovnání odolnosti kov-plastových a polypropylenových trubek vůči vysokému tlaku:
Výcvikové video o postupné instalaci potrubí z kovového polymeru pomocí lisovacích tvarovek:
Plastové trubky - symbióza výhod obou materiálů. Kombinovaná struktura rozšiřuje rozsah produktů kov-polymer ve strojírenských komunikačních systémech na různých staveništích. Významné argumenty pro: dlouhověkost a přijatelná cena.
Chcete říct, jak jste si vybrali trubky z kovového plastu a nainstalovali je rukama? Máte užitečné informace o navrhování nebo modernizaci komunikačních systémů? Do níže uvedeného bloku napište prosím otázky, klást otázky, sdílet užitečné informace a fotografie k tématu článku.