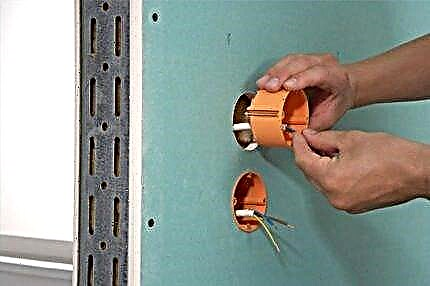
Trubky z polypropylenu se stále více stávají úspěšnou náhradou za protějšky z oceli a litiny z těch, které se dříve používaly v instalatérství. Mnoho rozestavěných soukromých domů je nyní vybaveno topnými systémy, horkou vodou a horkou vodou, namontovanými na bázi polypropylenu.
Kromě toho lze instalaci topení z polypropylenových trubek snadno provádět nezávisle. V každém případě je stavět plastový systém mnohem snazší než kovový.
Vytápění na bázi polypropylenu
Pokud se rozhodne vyrobit topný systém nebo jiné polypropylenové trubky, bude velitel kromě plastových rukávů potřebovat další vybavení.
Bude vyžadován zejména následující materiál, vybavení, nástroje:
- nůžky na trubky nebo řezačky trubek;
- pájecí instalatérské stroje;
- odstraňovač fólií;
- těsnicí páska (ftoroplastovaya);
- ostrý nůž;
- odmašťovací prostředky (např. Tangitové utěrky);
- nezbytný sortiment kování;
- měřítko a značka pásky;
- upevňovací prvky, šrouby a hmoždinky.
Měli byste věnovat pozornost hlavnímu materiálu - PP trubkám, ze kterých má vytvořit topný systém. Protože topný systém z polypropylenových trubek lze sestavit na základě materiálu jiné třídy.

Vytápěcí systém bytového domu, namontovaný na bázi polypropylenových trubek, je již známým způsobem každodenního života. Praktičnost a jednoduchá výroba učinily polypropylen velmi populárním.
Přesný výběr sestavy závisí na zamýšlených provozních podmínkách.
Klasifikace a návrhové parametry
Stávající normy GOST (ISO10508) stanoví klasifikaci polypropylenových rukávů, na základě kterých lze tento materiál použít za určitých provozních podmínek.

Označení potrubí PP jasně ukazuje provozní parametry. S ohledem na toto označení je snadné a snadné vybrat materiál pro konkrétní konfiguraci topného systému
Dlouhé polypropylenové výrobky se dělí do 4 tříd (1,2, 4,5) podle typických oblastí použití a podle hodnot pracovního tlaku (4,6,8,10 ATI):
- Třída 1 (teplovodní systémy do 60 °);
- třída 2 (teplovodní systémy do 70 ° C);
- třída 4 (podlahové vytápění a radiátorové systémy do 70 ° C);
- třída 5 (radiátorové systémy do 90 ° C).
Například pro výrobu nízkoteplotního topného systému jsou vyžadovány polypropylenové trubky. Poté, na označení na vnějším povrchu potrubí, můžete určit vhodný materiál.
Pro tento případ jsou velmi vhodné rukávy s označením - třída 4/10, což odpovídá meznímu teplotnímu parametru 70 ° C a přípustné hranici pracovního tlaku - 10 ATI.
Průmysl zpravidla vyrábí univerzální produkty. Vyráběné výrobky jsou podporovány rozsáhlou klasifikací. V dokumentaci pro takový materiál je označení trubek PP označeno standardním seznamem přípustných parametrů (třída 1/10, 2/10, 4/10, 5/8 bar).

Každý značkový produkt má na vnějším povrchu označení třídy aplikace, která ve skutečnosti určuje provozní parametry budoucího návrhu vytápění domácností
V naději, že vytápění v domě z polypropylenu bude vlastními silami, hlavní materiál obvykle vybere mistr v přímém poměru:
- z plánovaných provozních parametrů;
- z metod zahřívání chladicího média;
- z aplikovaného regulačního systému.
Rovněž je vhodné vypočítat životnost budoucího topného systému pomocí těchto parametrů:
- horní hodnoty Trab a Prab;
- tloušťka stěny potrubí;
- vnější průměr;
- bezpečnostní faktor;
- délka topné sezóny.
Průměrná životnost polypropylenu by měla být nejméně 40 let.
Kroky montáže systému PP trubek
Zvažte, jak vyrobit potrubí z polypropylenu, s přihlédnutím k normám a pravidlům instalace. Zahájení výroby sítě by mělo předcházet důkladná kontrola všech podrobností soupravy budoucího systému. Součásti (potrubí, tvarovky) musí být v dobrém stavu - čisté, bez poškození.
Doporučuje se používat díly pouze od jednoho výrobce. Okolní teplota pracoviště je nejméně + 5 ° C.

Sada dílů pro montáž topného systému z polypropylenových výrobků kombinuje různé technické komponenty, jejichž použití při výstavbě technického projektu je povinné
Propojení polypropylenových částí systému je povoleno jedním ze tří typů svařování:
- Polyfuse.
- Elektrofúze.
- Butt.
Pro montáž systémů vytápění a přívodu vody se vyrábějí nejen polypropylenové trubky a tvarovky pro svařování. Vyrábí také speciální závitové armatury potřebné pro instalaci uzavíracích a regulačních ventilů s kovovými pouzdry.
Na samotných polypropylenových trubkách se závitování neprovádí ani v továrně, ani doma. Jsou spojeny pouze horkým, zřídka studeným svařováním.
Vlastnosti instalačních prací
Všechny součásti použité při instalaci, v případě jejich montáže na míru, jsou řezány pomocí řezačky trubek nebo nůžek speciálně navržených pro tento účel.
Práce s tímto nástrojem je doprovázena rovnoměrným čistým řezem, což je důležitý bod pro kvalitní spojení.

Pomocí takového nástroje je polypropylen řezán na míru - přizpůsobený pro konkrétní oblast budoucího topného systému. Řezačky trubek - nástroje se liší v technickém výkonu. Ruční technologie běžně používané pro malé trubky.
Pokud je požadováno provedení přechodu „plast-kov“, musí být na potrubí horké vody a topení použity pouze montážní přechody vybavené vtlačenou mosaznou (poniklovanou) objímkou se závitem (vnitřní nebo vnější). Utahování takových spojení se provádí pomocí páskových klíčů, pokud pro standardní klíč neexistuje žádný profil.
Tradičně je polypropylenový topný potrubí, a to i vlastníma rukama, sestavován polyfúzním svařovacím strojem metodou slitiny. Pracovní sada zařízení zařízení tohoto druhu obsahuje skupinu trysek vyrobených pro různé průměry plastové trubky.
Je nutné vybrat vhodné trysky, nainstalovat je na topnou desku a upevnit šrouby.

Technika a zařízení pro polyfúzní svařování nezbytné pro instalaci topného projektu na bázi polypropylenu. Tento nástroj umožňuje rychle a snadno svařovat jednotlivé části obvodu, vytvářet složité technologické celky
Regulátor proudu multifunkčního svařovacího zařízení nastavuje provozní teplotu zpravidla na 250-270 ° C. Je nutné počkat, až se zařízení úplně zahřeje. Dosažení provozního režimu je signalizováno kontrolkou LED.
Některá zařízení zahrnují kontaktní teploměr, který určuje teplotu vytápění s přesností jednoho stupně.
Postup svařování polypropylenem
Krok za krokem se všechny akce odvíjejí obvykle takto:
- Změřte a odřízněte požadovaný kus rukávu.
- Ostrým nožem zkoste pracovní konec pod úhlem 30-40 °.
- Změřte část rukávu uvnitř tvarovky a ohraničte okrajem značkou.
- Rovněž nechte na součástech axiální značky, aby se zabránilo otáčení.
- Pomocí zastřihovače odstraňte plastové (horní) a hliníkové (střední) vrstvy z trubkové části spoje.
- Pracovní (svařované) plochy odmastěte speciálním nástrojem.
- Pokračujte postupem pro ohřev součástí.
První, který se nasadí na armaturu, je armatura, vzhledem k silnější velikosti stěny této části ve srovnání s trubkou. Armatura by měla pevně přiléhat k tělu trysky svařovacího stroje. Pokud je pozorována volná hra (hra, zavěšení), musí být kování odmítnuto.

Svařovací postup pro dvě samostatné součásti - polypropylenovou trubku a tvarovku - umožňuje přehlednou sekvenci dílů pro tavení. První, kdo vždy šel k „ohništi“
Poté se do druhé trysky vloží zpracovaný konec polypropylenové trubky. Hustota přistání by zde měla rovněž splňovat kritérium rovnoměrného kontaktu po celém obvodu. Obě části jsou udržovány na topné desce po dobu uvedenou v tabulce:
| Průměr dílumm | Doba ohřevusec |
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| Průměr dílumm | Potvrďte čassec |
| 16 | 6 |
| 20 | 6 |
| 25 | 10 |
| 32 | 10 |
| 40 | 20 |
| 50 | 20 |
Po kontrolních sekundách jsou části vyjmuty z trysek a spojeny hladkým rovnoměrným vstupem trubky do armatury (kromě axiálního posunutí).
Vstup trubky do dutiny kování se provádí až po značku. Spojení však není úplně dokončeno. Musí být ponechána vnitřní vůle asi 1 mm.

Spojení dvou částí zahřátých na bod tání pomocí polyfúzního zařízení. Zde je důležité, aby se po krátkou dobu prováděly jasné pohyby kloubů bez bočních a axiálních posunů
Po připojení trubek PP pájením by místo pro spojení částí mělo zůstat nehybné (pevné) po dobu alespoň 20 sekund. Během této doby roztavený plast ztvrdne a vytvoří se pevné utěsněné spojení.
Pro dosažení plné pevnosti musí být svařovaná jednotka udržována bez zatížení po dobu nejméně 1 hodiny. Touto technikou se sestaví celý topný systém, čímž se vytvoří krátké sekce s jejich následnou integrací do uzlů a kmenových vedení.
Zúčtování lineární expanze (komprese)
Kolísání vnějších a vnitřních teplot nevyhnutelně vede k lineární expanzi nebo kontrakci polypropylenu. Tyto vlastnosti je třeba brát v úvahu při instalaci potrubí PP. Pokud charakteristické lineární změny v potrubí topného systému nejsou odpovídajícím způsobem kompenzovány, má tento stav za následek snížení životnosti celé sestavy.
Kompenzace lineární expanze u polypropylenových výrobků je dosažena díky flexibilním vlastnostem samotného materiálu. Je nutné pouze správně položit trupové linie. Správná instalace zajišťuje volnost pohybu potrubí v rámci lineární expanze.
Jak zajistit takovou instalaci? Velmi jednoduché. Instalační sada musí obsahovat speciální kompenzátory, standardní montážní svorky, sestávající z pevných a pohyblivých prvků.

Diagram ukazuje příklad kompenzace lineární expanze pro polypropylenové potrubní zařízení. Metoda - optimální umístění podpěr. Správná posloupnost pevných (NK) a pohyblivých (PC) závorek pomáhá vyrovnat posun
Lineární expanzi lze také kompenzovat předpětím potrubí. Tento přístup zkracuje délku prodloužení. V tomto případě je směr předpětí přímo opačný než lineární expanze.
Vlastnosti instalace kufru
Položení polypropylenových linek během gravitačního topného zařízení se provádí v souladu s normami (GOST 21.602-79; GOST 21.602-2003), které určují minimální sklon čáry směrem k nejnižšímu bodu na úrovni 0,5%. Současně je ve spodním bodě požadováno umístění drenážní jednotky s drenážním kohoutem.
Potrubí musí být rozdělena do sekcí s možností odříznutí těchto sekcí pomocí uzavíracích ventilů, například v případě nehody. Regulační ventily a uzavírací ventily před jejich instalací na místě musí být zkontrolovány z hlediska funkčnosti a kvality uzavírání / otevírání.

Při instalaci topného systému s gravitačním pohybem chladicí kapaliny je důležitým technologickým kritériem sklon. Správně provedený sklon je klíčem k efektivní a produktivní stavební práci
Při montáži stoupaček je třeba věnovat zvláštní pozornost pevným podpěrám a konstrukci správného schématu kompenzace lineárního roztažení.
Požadovaný parametr kompenzace stoupačky lze poskytnout dvěma způsoby:
- Pohyblivé podpory.
- Kompenzační smyčka.
Pro variantu topného zařízení v rámci obyčejných nemovitostí pro domácnost se zpravidla používá pouze první metoda. Pevné podpěry jsou umístěny na stoupačce v oblasti pod a nad odpalištěm nebo v místech potrubí. Tento držák eliminuje klesání stoupačky.
Vedení otopného systému musí být izolována, včetně armatur a ventilů. Výjimkou jsou úseky potrubí uložené přímo v obývacím pokoji, které jsou v podstatě pokračováním topných těles. Jako izolaci je vhodné použít izolační trubky z polyuretanové pěny.
Páskování topného radiátoru je příkladem zpracování a pájení polypropylenových výrobků pomocí speciálních nástrojů.
Vzhled trubek vyrobených na bázi polypropylenu a jejich použití v praxi mohou významně snížit složitost montáže topných systémů na zařízení, a to i vlastníma rukama. Tento moderní materiál otevírá více příležitostí majitelům soukromých domů, kde jsou vytápěcí systémy napájeny z interních zdrojů - plynových, elektrických, kotlů na dřevo.
Povězte nám o svých vlastních zkušenostech získaných při montáži potrubí z polypropylenových trubek. S návštěvníky webu sdílejte užitečné technologické nuance, které nejsou uvedeny v článku. Do níže uvedeného bloku napište prosím otázky, klást otázky, publikovat fotografie k tématu článku.